Самый простой способ соединения металлических деталей - сварка. Технология сварки металлов разработана около ста лет назад. С тех пор сварные конструкции вошли в повседневный оборот и часто мы даже их не замечаем.
Характеристики сварочных аппаратов
Выделяют несколько видов сварки: дуговая, электрошлаковая, плазменная, электронно-лучевая, лазерная, газовая, контактная, ультразвуковая и другие.
Для подсобного домашнего хозяйства вполне хватает самой простой электродуговой сварки.
Сварочные аппараты для электродуговой сварки выпускают двух типов: трансформаторные и инверторные.
Трансформаторные сварочные аппараты используются переменного и постоянного тока. Они неприхотливы в использовании, надежны, долговечны и тяжелые, чувствительны к перепаду напряжения в сети. Если напряжение падает ниже 200 вольт, работать таким аппаратом очень тяжело, трудно зажечь и держать дугу.
Аппарат переменного тока доукомплектовывается, и мы получим аппарат на постоянный ток.
Инверторные сварочные аппараты - современные аппараты, способны облегчить работу сварщика. Использование электронных компонентов значительно уменьшило их массу до 3-5 кг. Они обладают стабилизацией тока и могут работать при заниженном напряжении сети, очень чувствительны к перегреву. Работать с такими аппаратами нужно с осторожностью, или это повлечет его выход из строя.
Трансформаторный сварочный аппарат своими руками
Трансформаторный сварочный аппарат прост и надежен. Изготовить его самостоятельно под силу каждому. Для изготовления сварочного аппарата нам потребуется старый трансформатор.
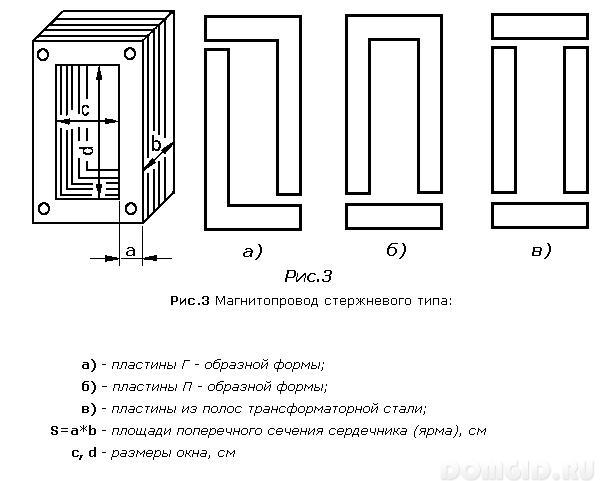
Если нет старого трансформатора, то можно купить трансформаторное железо для сердечника трансформатора. Из практического опыта известно, что оптимальная площадь сердечника составляет 40-55см2.
В этом случаи обмотки аппарата не будут греться, и он будет надежно работать.
Первичную обмотку трансформатора наматывают специальной термостойкой медной проволокой. Изоляция провода должна быть стеклотканевой или хлопчатобумажной. Не рекомендуется использовать провода с резиновой или ПХВ изоляцией.
Мощность на вторичной обмотке, в зависимости от диаметра электрода, составляет 3,5-4кВт, с учетом потерь мощность на первичной обмотке будет 5-5,5кВт. В этом случает ток на первичной обмотке может достигать 25А. Поэтому первичную обмотку трансформатора нужно наматывать проводом 5-6мм2 или большего сечения, что увеличит надежность трансформатора.
Число витков первичной обмотки равно: W1=(k2*S)/U1 , где S - площадь сечения сердечника в см2; k2 - постоянный коэффициент.
Для первичной обмотки число витков составит примерно 240. Для возможности регулировать сварочный ток, делают несколько отводов с шагом 20-25 витков.
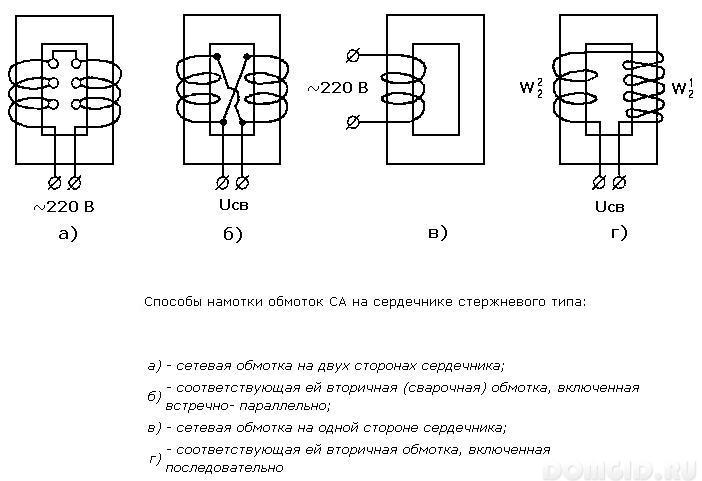
Вторичная обмотка наматывается медной проволокой сечением 30-35мм2. Количество витков - 65-70. На вторичной обмотке также делают отводы для регулировки тока. Выбору изоляции провода вторичной обмотки следует уделить особое внимание. Она должна быть теплостойкой и надежной. Следует учесть, что вторичную обмотку наматывают на обоих сторонах сердечника двумя разными способами.
Следует помнить, что намотка должна производится в одном направлении. Каждый слой обмотки необходимо изолировать слоем дополнительной хлопчатобумажной изоляции.
Самодельный инверторный сварочный аппарат
Самодельный инвертор можно собрать из старых радиодеталей от телевизора. Но для этого вам потребуется некоторая сноровка и хорошее знание электроники. Схема самодельного инвертора реализована на дешевых и доступных комплектующих.
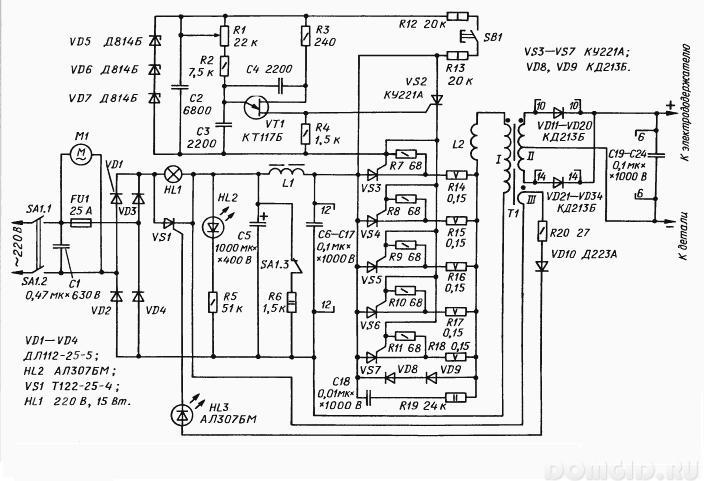
Инвертор работает на постоянном токе с плавным регулированием от 40 до 130 ампер. Максимальный ток первичной обмотки трансформатора - 20А. для надежной работы рекомендуется использовать электрод не больше 3 мм. Сварочное напряжение включается кнопкой на электрододержателе. Есть возможность варить на обратной полярности, что позволяет соединять тонколистные детали.
Диодный мост VD1-VD4 выпрямляет сетевое напряжение, загорается контрольная лампочка HL1 и заряжается конденсатор С5. Сварку можно начинать, когда погаснет контрольная лампочка.
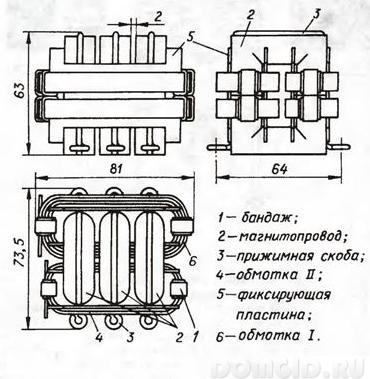
Использованный в схеме магнитопровод трансформатора Т1 составлен из трех магнитопроводов ПК30х16 из феррита 3000МНС-1. Первичная и вторичная обмотка намотаны медной проволокой ПСД1,68х10,4. Для фиксации обмоток на них накладывают бандаж из медной проволоки диаметром 1 мм на стеклотканевую изоляцию. Ширина бандажа 1см.
Все элементы схемы размещаются на печатной плате. Для лучшего отвода тепла от тринисторов и диодов, они монтируются на теплоотвод, прикрученный к плате. Плату изготавливают из стеклотекстолита толщиной 1,5мм.
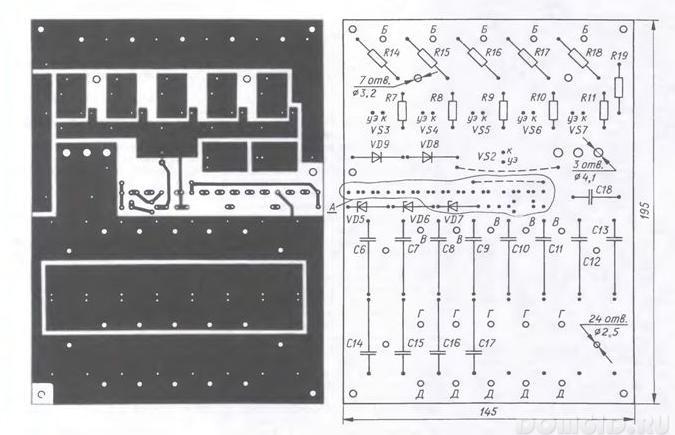
Для улучшения охлаждения схемы необходимо использовать дополнительный вентилятор, который устанавливаем непосредственно на корпус, в котором разместится инвертор.
Работать сварочным инвертором намного проще, нежели трансформаторным аппаратом. Шов получается более качественным. Использование сварочного инвертора позволяет варить черные и цветные металлы, тонколистовые заготовки. Думаю, опытному сварщику не понадобятся уроки сварки , чтобы освоить данный аппарат.